Svařujeme silné plechy v Inventoru
Autodesk Inventor se v oblasti modulu pro svařování plechů poměrně dlouho vyvíjel. Nalezení správné cesty v generování svarů a jejich značení prodělalo poměrně zásadní změny především ve ver…
Autodesk Inventor se v oblasti modulu pro svařování plechů poměrně dlouho vyvíjel. Nalezení správné cesty v generování svarů a jejich značení prodělalo poměrně zásadní změny především ve verzi 10 (ve verzi 11 je přístup prakticky totožný). Generátor svarů byl rozdělen na několik samostatných funkcí a byl oddělen také generátor značek svarů. Všechny tyto funkce sledují jediné, co nejjednodušší tvorbu svarů a jejich popisu jak v modelu, tak ve výkrese. My se v dnešním článku podíváme detailněji na problém, který bude zajímat především konstruktéry rozměrnějších svarků, kde již nevystačíme pouze s triviálním koutovým svarem, ale budeme svařovat silné plechy řádově o tloušťkách desítek až stovek milimetrů pomocí svarů odvozených ze tvaru V a U. Tyto svary jsou vytvářeny většinou na svařovacích automatech, protože se jedná řádově o desítky homogenních závarů.
Příprava ploch ½ V svaru
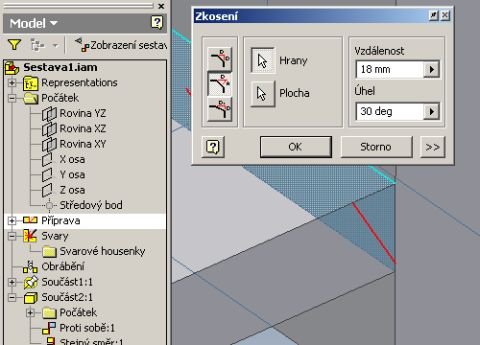
V první fázi je nutné pro svar vytvořit přípravu svarových ploch. Autodesk Inventor generuje přípravu v samostatné sekci, příprava tedy neovlivňuje výsledný tvar součásti. Poměrně snadnou přípravou je řešení V svarů a jeho odvozených variant. S tímto svarem vystačíte řádově do tloušťky 30 mm (podle příslušné normy). Pokud chcete svařit silnější plochy je již nutné použít svary odvozené ze tvaru U. Zde bych namítl pouze to, že příprava svarové plochy již není možná triviálním úkosem, ale musíte použít náročnějšího postupu. Jistě téma k zamyšlení pro programátory, protože vytvoření přípravy například ½ U svaru na 50 mm plechu může být poměrně složitým oříškem. Z tohoto důvodu bude často jistě preferován i čistý předpis pouze pomocí značky bez přípravy.
Vytvoření ½ V svaru
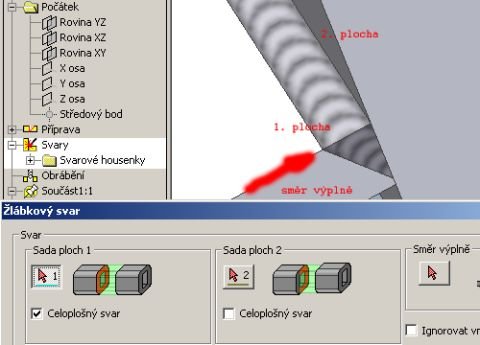
V další fázi vytvoříme vlastní svar. Nástroj pro generování svaru jak jsem již uvedl, prodělal v posledních verzích optimalizaci a nyní řešen pomocí poměrně jednoduchého dialogového panelu. Na výše uvedeném obrázku je v poznámkách také uveden postup definice jednotlivých prvků svaru. Kritický je především parametr Směr výplně, který může tvar svaru zcela zásadně změnit. Výhodou je možnost poměrně snadné modifikace tvaru svarové housenky s okamžitým náhledem změněných parametrů.
Vytvoření značky ½ V svaru pro technologii 135
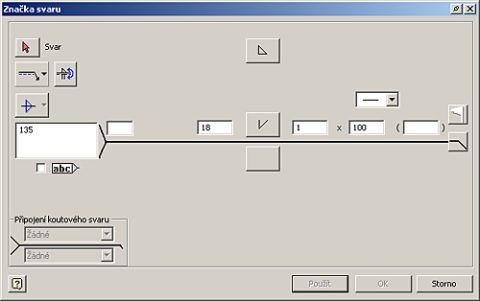
Samostatnou fází definice svaru je generování jeho značky. U specializovaných modulů pro svařování je již tradiční možnost umístění značky svaru jak nejen do výkresu, ale také do modelu. Tyto značky jsou standardně vytvářeny na úrovni modelu podle příslušné normy. V našem případě se jedná o ½ V s rozměrem 18 mm (20 mm plech) s předepsanou technologií svařování 135 a délkou svaru 1x 100 mm. Svar je proveden jednostranně jako plochý. V našem případě by u průběžného svaru nemusel být uvedena jeho délka a počet, tím se značka svaru zjednoduší. Svar si můžete představit například jako připojení žebra o tloušťce 20 mm k bočnici.
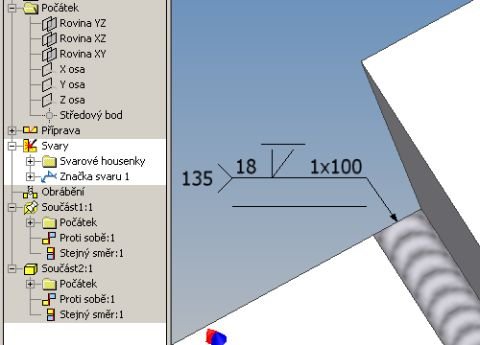
Finální podoba ½ V svaru se značkou
V poslední fázi je nutné vytvořit také příslušnou popisku svaru ve výkresu. Zde má přirozeně pro dílnu zcela zásadní význam. Značka svaru může být provedena jako samostatný objekt, nebo může být převzata z modelu. Vykreslování svarové výplně není podmínkou, je to především věc zvyklostí dané konstrukce. Velmi výhodné je přidat do výkresu svařovaného dílu také 3D pohledy, které zcela jednoznačně specifikují postup svařování.
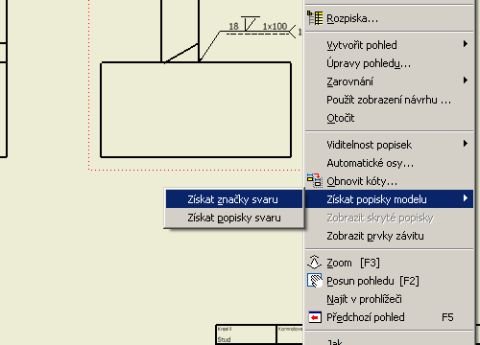
Přenos značky svaru z modelu na výkres