Autodesk Process Analysis 360
Po nadefinování vstupů výrobního procesu jako je zdroj (source), zpracování (procesor), vyrovnávacích míst (buffer) a produktů (product) lze jednoduše a díky webové platformě i odkudkoli vyhodnocovat …
Po nadefinování vstupů výrobního procesu jako je zdroj (source), zpracování (procesor), vyrovnávacích míst (buffer) a produktů (product) lze jednoduše a díky webové platformě i odkudkoli vyhodnocovat výrobní proces v závislosti na časové ose a vytíženosti jednotlivých kapacit.
Na jednoduchém příkladu výrobního procesu (svařovna-obrobna-montovna-lakovna-sklad) lze demonstrovat možnosti Autodesk Process Analysis 360.
Po přihlášení do Process Analysis 360 (http://processanalysis360.autodesk.com/) vytvoříme nový projekt. Projekt a veškerá nastavení jsou uložena na Autodesk 360, tedy máte přístup na projekt nejen z pracoviště.
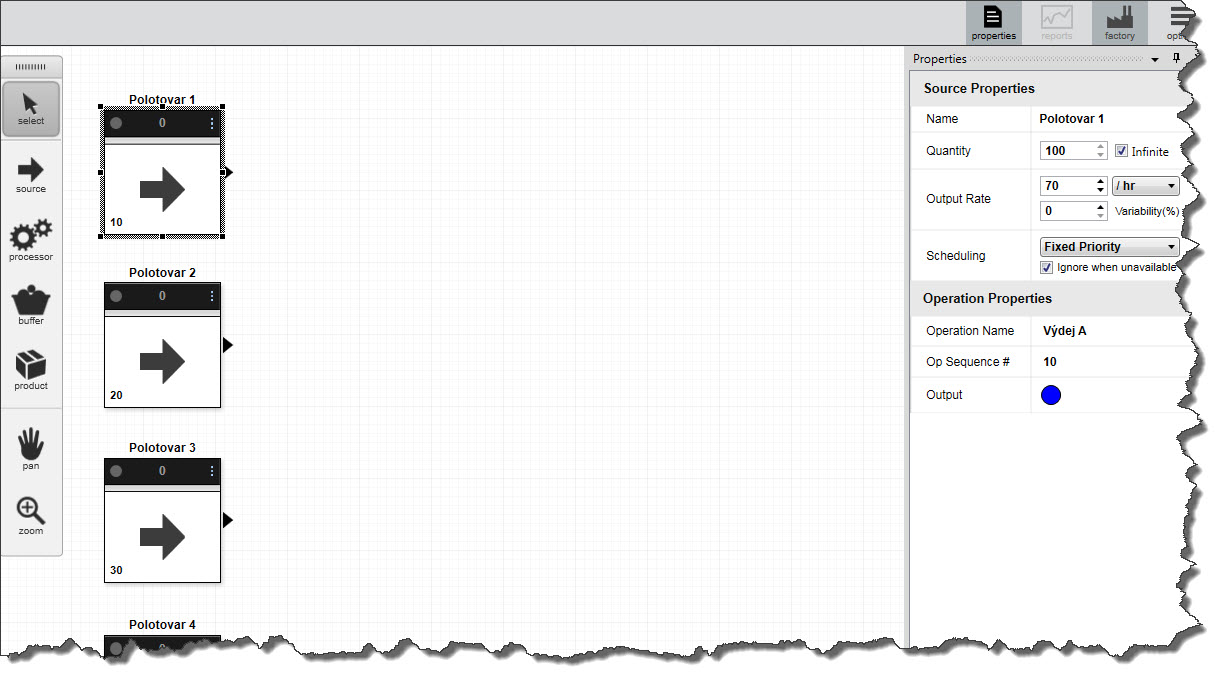
- Zadání zdrojů (source). Jako zdroj zadáme 4 polotovary:
- Polotovar 1 (OP10), množství (Quantity) 100 ks, výstup (Output rate) 60 ks/hod.
- Polotovar 2 (OP20), množství (Quantity) 100 ks, výstup (Output rate) 90 ks/hod.
- Polotovar 3 (OP30), množství (Quantity) 100 ks, výstup (Output rate) 45 ks/hod.
- Polotovar 4 (OP40), množství (Quantity) 100 ks, výstup (Output rate) 135 ks/hod.
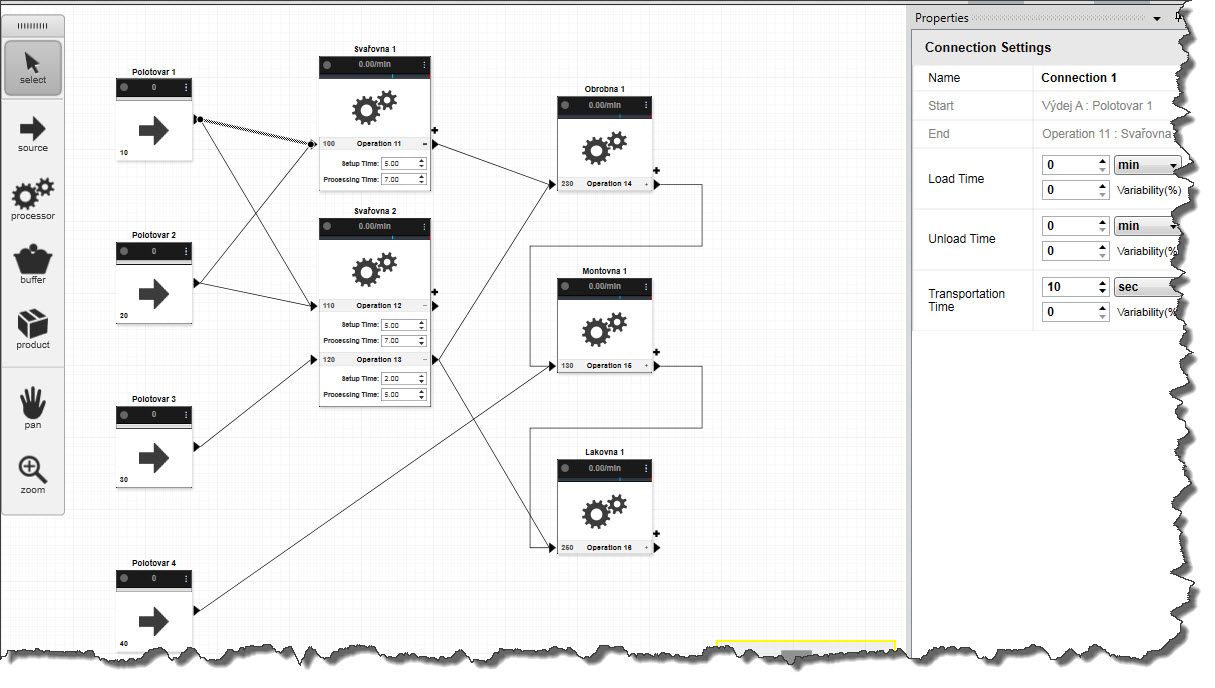
- Zadání zpracování (processor) jednotlivých center:
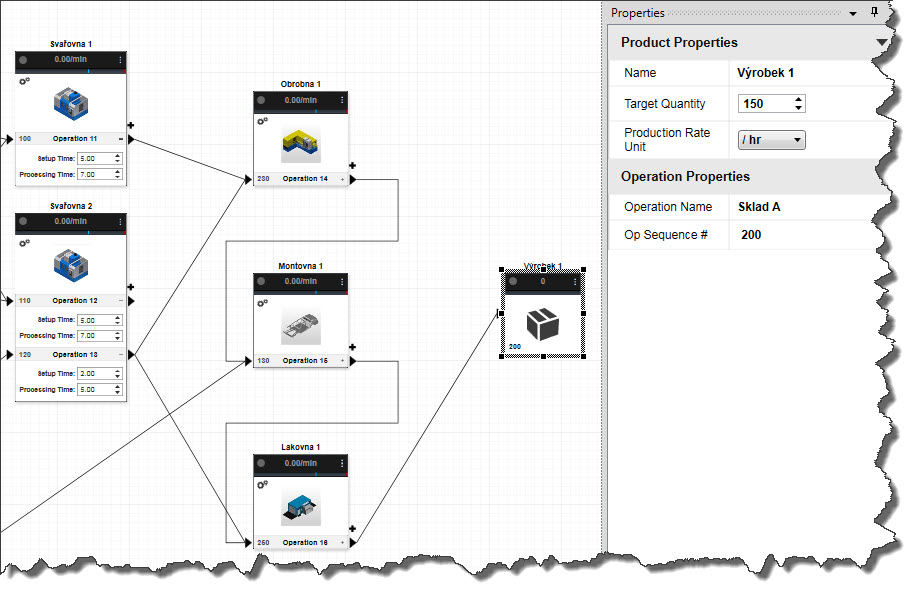
- Svařovna 1 (OP100), uchycení (setup time) 5 min, zpracování (processing time) 7 min, akce (Action type) spojení (merge)
- Svařovna 2 (OP110), uchycení (setup time) 5 min, zpracování (processing time) 7 min, akce (Action type) spojení (merge). OP120 uchycení (setup time) 2 min, zpracování (processing time) 5 min, akce (Action type) spojení (merge)
- Obrobna 1 (OP120), uchycení (setup time) 1 min, zpracování (processing time) 8 min, akce (Action type) žádná (none)
- Montovna 1 (OP130), uchycení (setup time) 0 min, zpracování (processing time) 3 min, akce (Action type) žádná (none)
- Lakovna 1 (OP140), uchycení (setup time) 0 min, zpracování (processing time) 3 min, akce (Action type) žádná (none)
- Dále nastavíme jednotlivá spojení zdrojů a pracovišť. Jednotně pro všechny operace naložení (Load) 5 s, vyložení (Unload) 5 s, čas dopravy 15 s.
Poznámka: Čas na operaci nebo upnutí stanovujeme na 1 kus, např. u Lakovny 1 je pravděpodobná hromadná operace pro více kusů.
MTBF (Mean Time Between Failures) : střední doba mezi poruchami
MTTR (Mean time to restore) : střední doba opravy při poruše, můžeme nastavit i pro nastavení a kokrekce.
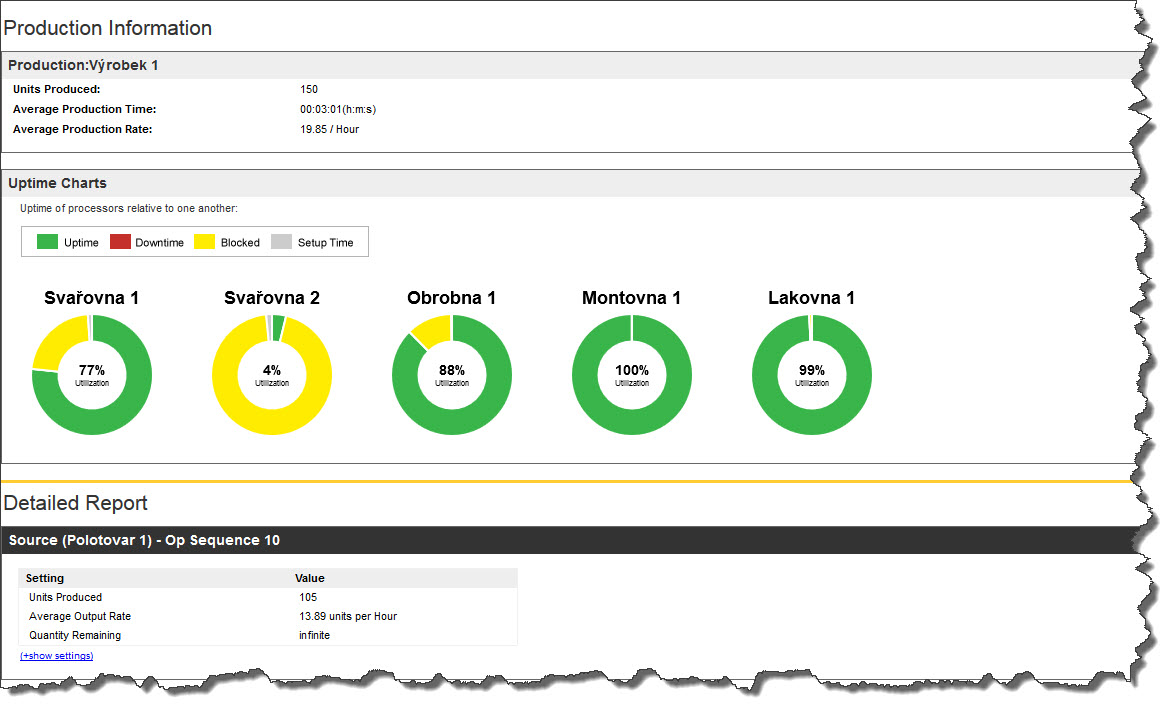
- Nastavíme počet požadovaný výstup pro výrobek (Target Quantity) na 150 ks.
Poznámka: V záložce factory je možné z knihovny vložit stroje a prostředky z prostředí Factory design suite.
- Spustíme simulaci a zkontrolujeme výsledky simulace.

- Podrobný report nalezneme v záložce reports.